
SMAC laboratory: aeronautical and space tests that shake!
SMAC produces high tech custom parts for the protection of equipment used in harsh environments. Based in Toulon, and recognized worldwide by aeronautics and space manufacturers for its innovative elastomer solutions, SMAC has just equipped its test laboratory with two new shakers – a V8 shaker with a nominal force of 57,000 newtons and a V721 shaker with a force of 3,000 newtons.

CHALLENGE
To meet the stringent performance requirements, the SMAC laboratory needed a reliable vibration test solution that could model a new damper and validate its behaviour experimentally within a few months.
SOLUTION
Two shakers were selected following a thorough validation process to help SMAC with all present and future vibration testing: the LDS V8 shaker system for high-force testing and the LDS V721 shaker system for less severe testing.
RESULTS
- High efficiency testing while meeting the latest standards
- Reliable shaker systems running for around 160 days a year
"IT IS THE SHAKER TEST FEEDBACK THAT GUIDES US AT EVERY STAGE OF THE DESIGN AND MANUFACTURE OF OUR PRODUCTS."
Pierre Lamy, head of SMAC’s test laboratory

CHOOSING THE RIGHT SOLUTION
Having thoroughly studied the specifications issued by Pierre Lamy, head of SMAC’s test laboratory, Cédric Rigaud, Technical Sales Engineer and Bertrand Foulard, Vibration Applications Manager for Hottinger Brüel & Kjær, were able to offer a solution that met SMAC’s requirements.
The nominal force of the LDS V8 shaker is very significant when considering the mass of the dampers designed and tested by SMAC, as are the acceleration levels quoted in the customer’s specifications: a damper designed to isolate a component in an aircraft can weigh up to one kilogram, and the specifications specify accelerations which rarely exceed 300 m/s² (or in other words around 30 g).
In fact, the simple product of these two values brings us to the formula devoted to 300 newtons (f = ma, the so-called Newton equation, which expresses that the force is equal to the product of the mass multiplied by the acceleration). The Hottinger Brüel & Kjær technical team’s choice of solution also took into consideration other criteria, including mass, strength, availability, and reliability. Let’s take a closer look at these.
MASS
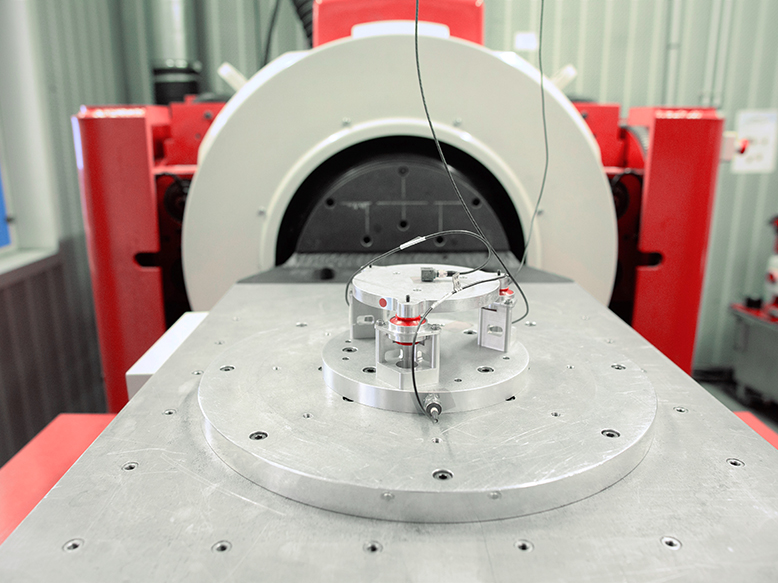
Theoretically, shock absorbers can be summarized as an interface between a source of vibration, often that of engines, and a component or system to be protected from these vibrations. However, in this instance, they are specific to aerospace applications and may have to be pre-stressed by a spring system that applies a force to the damper. This system, which simulates the absence of gravity on the damper is, therefore, an additional mass to be considered. In addition, the damper is designed to react in all three directions and should be in the same position during shaker testing as in its final environment.
A shaker system with a horizontal slip table that has a larger load-bearing capability meets these requirements and involves a much larger moving mass. Tests are carried out using dampers loaded by the mass of the components to be isolated or an equivalent design. This has to be considered in the total mass. These components tend to exhibit resonances and do not behave as inert masses. Any resonant movement, therefore, changes the mass as seen by the shaker – this is referred to as ‘dynamic’ mass, the effects of which must be compensated for by a substantial reserve of force.
STRENGTH
The LDS V8 shaker is one of the most powerful air-cooled shakers in the LDS product range. Between the theoretical force considered for a test and the force available, there are a number of factors to consider. Dampers are active components; their role is to absorb energy and convert it into heat and it is the shaker that provides this energy.
The tests imposed by the specifications involve signals, which may vary in severity. Sinusoidal signals are the most common and least destructive but are rarely used in aerospace applications where more violent random signals are preferred, subjecting the shaker and its power amplifier to more demanding operating regimes in terms of voltage and current on the coil. Finally, shock and shock response spectra are among the most demanding signals for the mechanical parts of the shaker and are also frequently present in the specification. In addition, over the years, it has been observed that the vibration levels imposed are constantly increasing.
Finally, it is important to remember that a shaker must typically operate at 80% of its nominal force to remain within a safe operating range and preserve armature life. It is always possible to go beyond this value, but only for a limited time and by checking its behaviour with additional accelerometers.
The SMAC laboratory, using its extensive knowledge of the shaker characteristics and the requirements of the customer’s specifications, can confidently have the two shakers up and running for around 160 days a year, performing tests lasting from a few minutes to a few hours.
AVAILABILITY
Customers such as Airbus, Safran or Ariane Espace issue very strict performance requirements, this includes a very precise elastomer stiffness. In a matter of a few months, SMAC must model the shock absorber and validate its behaviour experimentally. Pierre Lamy explains how SMAC came to need two shakers in his laboratory.
“The tests are carried out not only on the prototypes of the envisaged damper, but also on the raw material, elastomer being an extremely non-linear material. It is, therefore, essential at all stages of product development that we have a shaker for our vibration tests. It is the shaker test feedback that guides us at every stage of the design and manufacture of our products. It is also important for us to make sure that the moulds we make for manufacture do not need to be rebuilt. We also have strict deadlines and the LDS V8 system for high-force testing and the LDS V721 parallel system for less severe testing, have proved to be the most appropriate choices to ensure that all our present and future vibration testing is carried out to the highest standards.”
RELIABILITY
Shaker users must be able to rely on a very high level of system reliability, both mechanically and electronically. To guarantee this reliability, the purchase of a shaker is accompanied by a carefully considered and progressive maintenance contract.
Wilfried Lacavelerie, in charge of the installation and who carries out on-site maintenance for SMAC, tells us about his work, “I always start by talking to the users of the shaker to find out details of the tests they perform and their duration, and I make a note of all the incidents. I then carry out an initial low-level test (2 g) over the entire frequency range of the shaker. This test is called a signature and is repeated at the end of the maintenance session, which lasts approximately three days for a V8 system. This serves as a reference and allows us to detect gaps between parts and parasitic movements of the coil.
After dismantling, I check the condition of the parts such as the suspensions, bearings, and the various joints of the shaker. If I find little or no traces of wear and dust, I adapt the service. We have Bronze, Silver, Gold and Platinum maintenance contracts, which may or may not include certain consumables, up to a spare mobile coil in stock. We can then agree to change a given part during the next maintenance. On the other hand, certain elements, such as oil filters, are changed systematically, regardless of the type of contract.”
Download the case study
SMAC Groupe MontBlanc Technologies
Read more
Inscreva-se em nossa Newsletter e receba as últimas histórias do nosso mundo de ruído e vibração
As últimas notícias da Brüel & Kjær entregues na sua caixa de entrada
Lançamentos de novos produtos, descontos e ofertas especiais
Artigos, vídeos e guias sobre ruído e vibração