
Since each engine application places unique stresses on the engine-mounted components, John Deere's NVH team must anticipate thousands of variables to meet the demands of the real world.
When a John Deere engine comes into the world, there are many possible lives that await it. It might become the heart of an American tractor that ploughs huge fields in Texas at a steady pace and rarely sees a road. But if that engine powers a European construction machine, it could have a very different experience. It will face intense periods of high loads as it digs holes in the ground, followed by variable levels of speed and effort as the machine moves on hard metal tracks.
Such types of use, or ‘duty cycles’ affect the reliability of the whole machine, and especially of the engine-mounted components. This is because, for a given engine speed and load, each engine produces vibrations in a certain pattern. Some frequencies are more damaging than others, so fatigue problems can arise from repeated excitation at those specific frequencies. It is up to the design team to avoid these.
Tens of thousands of duty cycles
For John Deere’s diverse machinery range, there are just five main engine types. But there are hundreds of possible configurations of components and engine mountings. Multiply this by hundreds of different duty cycles for every unique application, and the number of unique vibration patterns reaches five figures.

Kristie Iverson, Senior NVH Analysis Engineer, explains: “While most companies buy an engine off the shelf and are forced to make it work with their machines, we build each engine program for the application. It makes our job more difficult, but this way every customer gets exactly what they need.”
To avoid the damaging frequencies in so many possible circumstances, prediction is essential. At John Deere’s Product Engineering Facility in Waterloo, Iowa, designers create new components using CAE programs. Kristie Iverson takes these design files and analyses them to understand how they will respond to vibrational forces from the engine combustion. She simulates the harshest duty cycles, to give a comfortable ‘buffer’ of durability that the customer won’t exceed.
Iterative synergy
“If the analysis reveals excessive vibration, I can suggest to the design group that changes are needed, such as a component needs more stiffness, or a different material. And we work together in an iterative process like that, until they come up with a design that is within our historic bounds for acceptance criteria,” says Kristie.
Prototype testing is essential too, to reduce design risks by checking for any durability issues in the real world of mud, workmen and random events. On John Deere’s own test farms, vehicles are exhaustively tested, and only at the end of a gruelling programme are new designs ready for market.

In one case, John Deere’s European NVH team noticed interesting behaviour in a physical prototype during a specific application. “We also noticed this issue in our US-based engine model, and we wanted to correlate and see exactly why that was,” says Kristie.
Repeatable global testing
Conducting comparable testing across two continents is challenging, as there are so many variables that people can select, such as software settings and test approaches. As Kristie says, “They all needed to compare apples to apples with lots of measurement points. So it was a challenging test.”
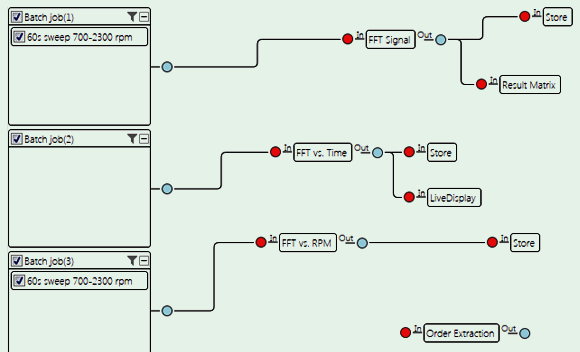
By using PULSE Reflex, it was easy to share and standardize test approaches. The NVH group in the US created an analysis chain including various analysis types, and sent it out to other NVH engineers who could simply drop the analysis chain into their copy of PULSE Reflex.
“After testing, the global NVH people can just stick their data on the internal network, and I can run it through my project in no time,” says Kristie. “Then all my displays and all my axes are set up the same. We’re looking at the same thing, so I could be as confident looking at data collected in France as if I had collected the data myself. That’s a very good feeling. Having the confidence that I can tell my manager the very next day that the test done in France is better or worse than the one we tried in the US is invaluable.”

With several analyses to perform on different measurements from multiple runs, all with many channels, Kristie often uses the batch processing functionality in PULSE Reflex. “This case was a large survey – 5 runs, each with 48 channels – and the output should be 2D spectra and colour maps. I was able to process it in an afternoon. That would have taken me a long time to do one by one,” she says.
Reviewing tests in models
After a long field-test like this, it’s not always clear what causes an issue in a prototype. Correlating the test data with the CAE design model allows Kristie to review tests at leisure, to gain useful insights that provide a clear engineering direction. “I can narrow down to a specific component and model the whole duty cycle to see if indeed that condition produces high stress which might cause a failure,” says Kristie. “We might not be able to instrument with strain gauges or accelerometers in the exact failure location on a real machine, but I can create an analytical gauge anywhere in the model. Being able to match what I see on a test machine gives me a specific target to reduce the stress by X amount, so that the predicted life is acceptable.”

Information like this is easy for the CAE design group to use. “We have a good relationship,” she says. “What makes PULSE Reflex really nice is that it doesn’t matter where that data came from – from test or analysis. I post-process it the same way, and we can compare the results because they are the same.”
At the same time, the feedback from each real-life test continually improves the accuracy of John Deere’s CAE and NVH models themselves. This is essential for Kristie’s confidence in her predictions, which are ultimately what the machines’ reliability depends on.

NVH integrated into CAE
With such tight integration of testing and modelling, John Deere has increased the amount of design iterations that are feasible, so they can test more ideas, and at the same time analyse more precisely. This ensures their customers get top engine reliability, whatever their specific application or configuration – among thousands of possibilities. And all without over-engineering components, creating unnecessary complexity, or specifying shorter service intervals. With ever-more effective integration of testing into CAE, they move confidently into a future of analysis-led design.
Suscríbase a nuestro boletín informativo y recibirá las últimas noticias de B&K sobre sonido y vibración
Las últimas noticias de Brüel & Kjær le llegarán a su bandeja de entrada
Lanzamientos de nuevos productos, descuentos y ofertas especiales
Artículos, vídeos y guías sobre sonido y vibración