SOMMARIO
Il carico diretto dell’uscita di un accelerometro piezoelettrico, anche con carichi di impedenza relativamente elevati, può ridurre significativamente la sensibilità dell’accelerometro e limitarne la risposta alla frequenza. Per ridurre al minimo questi effetti, viene alimentato il segnale di output dell’accelerometro attraverso un preamplificatore, che passa a una impedenza decisamente inferiore, adatta al collegamento all’impedenza relativamente bassa degli strumenti di misura e analisi (1).
Negli accelerometri CCLD, il preamplificatore è integrato, quindi non sono necessarie unità esterne, ma un ingresso dotato di capacità di fornire la potenza necessaria all’unità. Si tratta di una caratteristica molto comune attualmente. Oltre alla funzione di conversione dell’impedenza, la maggior parte dei preamplificatori è dotato di capacità aggiuntive per condizionare il segnale.
Per esempio:
(2) Una struttura tarata a guadagno variabile per amplificare il segnale a un livello adatto per l’input ad altri strumenti;
(3) Un adeguamento del guadagno secondario per “normalizzare” le sensibilità anomale del trasduttore;
(4) Sistemi integratori per convertire l’uscita proporzionale di accelerazione dagli accelerometri in segnali di velocità o spostamento;
(5) Diversi filtri per limitare la risposta alla frequenza massima e minima per evitare interferenze da rumore elettrico o segnali al di fuori della porzione lineare dell’intervallo di frequenza dell’accelerometro;
ACCELEROMETRI
(6) Sono incluse spesso anche altre strutture, come un indicatore di sovraccarico, un oscillatore di riferimento e un indicatore delle condizioni della batteria;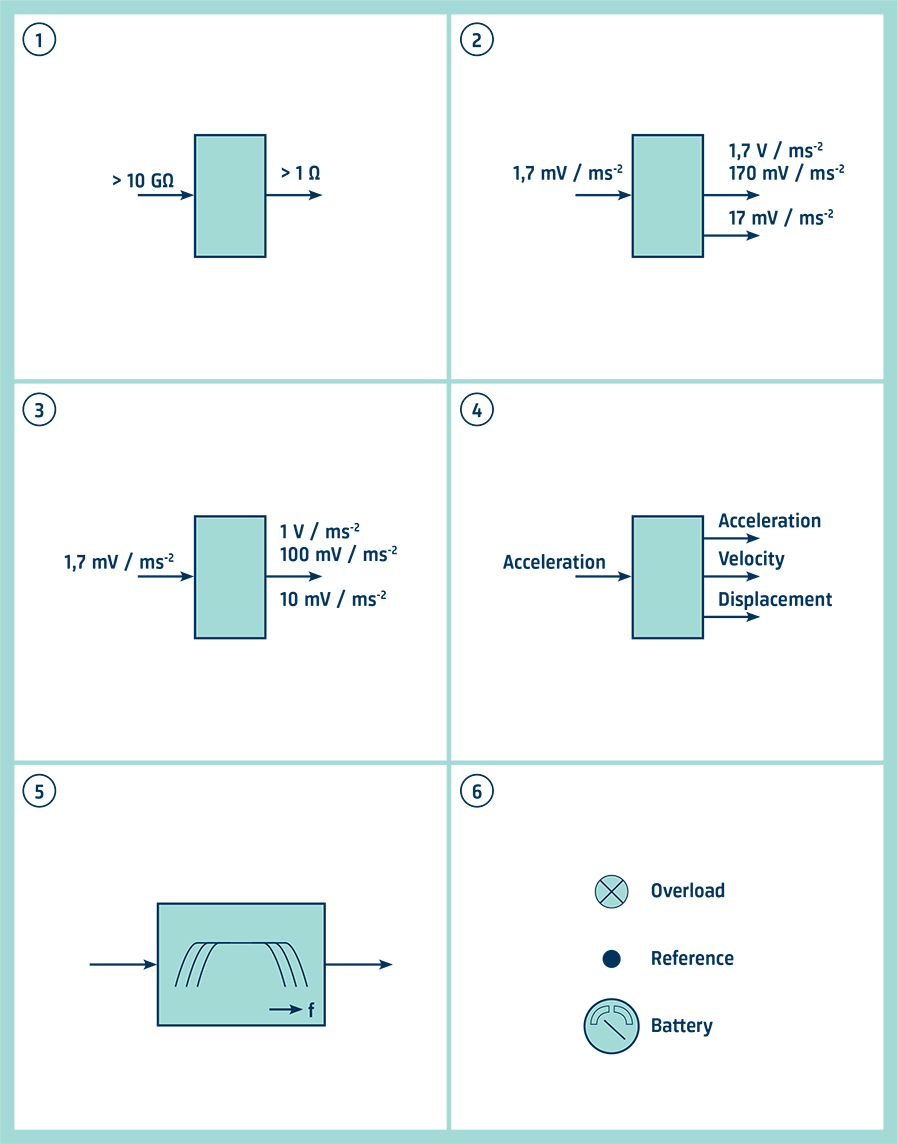
Strumenti di misura
Un misuratore o analizzatore di vibrazioni generico portatile di solito è lo strumento di misura più conveniente da usare per il monitoraggio dei macchinari e per semplici attività di valutazione delle vibrazioni.
Sono disponibili strumenti molto semplici, che forniscono soltanto risultati semplici, come valori totali tra 10 e 1000 Hz. Ad ogni modo, con le tecniche digitali moderne, il costo dell’aggiunta di nuove caratteristiche è diminuito, quindi la scelta naturale cade su un analizzatore con uno o due canali, diverse capacità di analisi e un collegamento a PC. Consente anche di aggiungere nuovo software.
Per le attività più complesse, il massimo della convenienza operativa e velocità di analisi si raggiunge con un analizzatore in tempo reale, laddove vengono valutate diverse bande di frequenza parallele quasi istantaneamente e visualizzate su un display che si aggiorna in continuo.
Per le strutture più ampie si utilizzano sistemi con oltre 1000 canali.
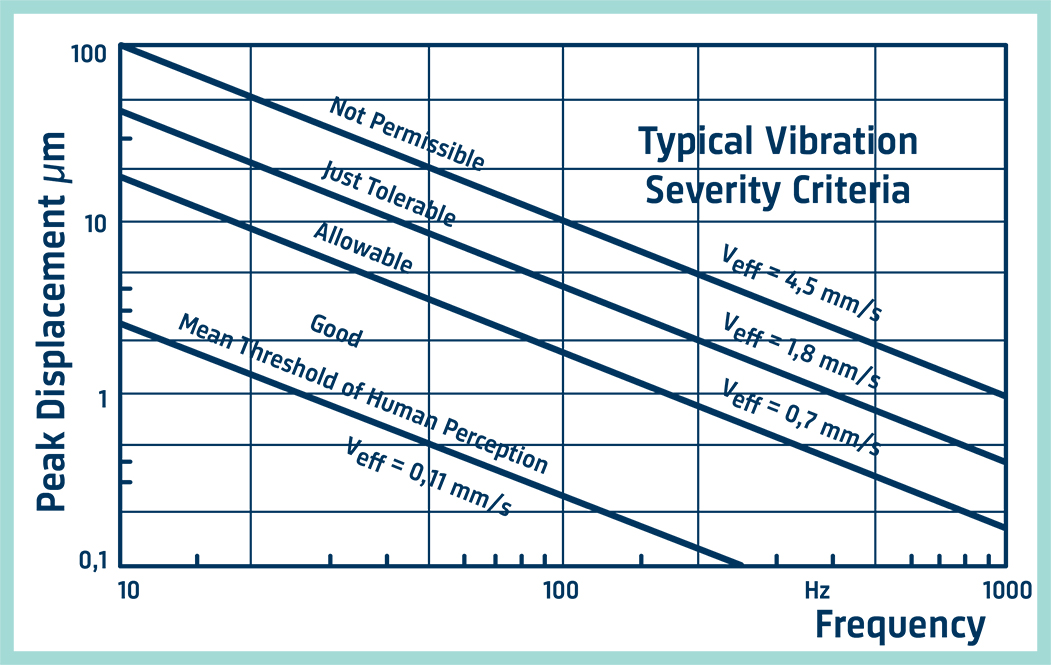
Le misurazioni singole a banda di frequenza larga sono utili indicatori di vibrazioni rapidi, che possono essere usati ad esempio quando si valutano le condizioni generali di una macchina o l’efficacia delle misure di isolamento dalle vibrazioni.
L’effettivo livello misurato sarà giudicato più o meno grave a confronto con i livelli di misura precedenti o successivi oppure con i criteri di gravità pubblicati. Il disegno mostra un esempio del secondo caso, estratto dalle norme e dalle raccomandazioni per la valutazione della gravità delle vibrazioni in macchine rotative. (ISO 20816-1)
A scopo diagnostico, ad esempio nel corso dello sviluppo prodotto, è necessario condurre analisi di frequenza. Alcuni componenti della frequenza nello spettro della frequenza vibratoria possono essere collegati immediatamente a particolari funzioni di forzatura, come le velocità di rotazione dell’albero, le frequenze del rapporto negli ingranaggi, ecc.
Troveremo quasi sempre componenti aggiuntivi significativi nello spettro della frequenza, collegati anche ai movimenti fondamentali. Solitamente, il più significativo è l’armonica (un multiplo) di una delle frequenze fondamentali. L’armonica spesso si presenta per via di una distorsione delle frequenze fondamentali o perché il movimento periodico originale non è puramente sinusoidale. Se coincidono con le frequenze di risonanza di altri elementi della macchina, si possono avere alti livelli di vibrazioni, che possono diventare fonte di disturbo principale o avere come conseguenza la trasmissione di elevate forze ad altri componenti della macchina.
Con le ruote degli ingranaggi, la deflessione della forma del dente sotto carico e l’usura daranno origine a un componente della frequenza di ingranamento e all’armonica.
Inoltre, attorno alla frequenza e all’armonica dell’ingranaggio del dente spesso si generano componenti di banda laterale per via di variazioni periodiche, come l’eccentricità. Le prime bande laterali superiore e inferiore compariranno alla frequenza di ingranamento (ft) più e meno la frequenza di rotazione dell’ingranaggio (fg), le seconde bande laterali a ft ± 2fg, e così via. Attorno all’armonica dell’ingranaggio del dente, potrebbe presentarsi un andamento simile (ad es. 2ft ±fg, ecc.)
Spesso non è praticabile l’alterazione delle frequenze di forzatura (velocità dell’albero, proporzioni degli ingranaggi, ecc.), quindi si impiegano altri metodi per ridurre i livelli di vibrazioni. Ad esempio, desintonizzare l’elemento macchina (alterandone la frequenza di risonanza) cambiandone la massa o la rigidità; attenuando la trasmissione di vibrazioni con materiali isolanti o aggiungendo materiali attenuanti per ridurre l’ampiezza delle vibrazioni.
Le vibrazioni come indicatore delle condizioni di una macchina
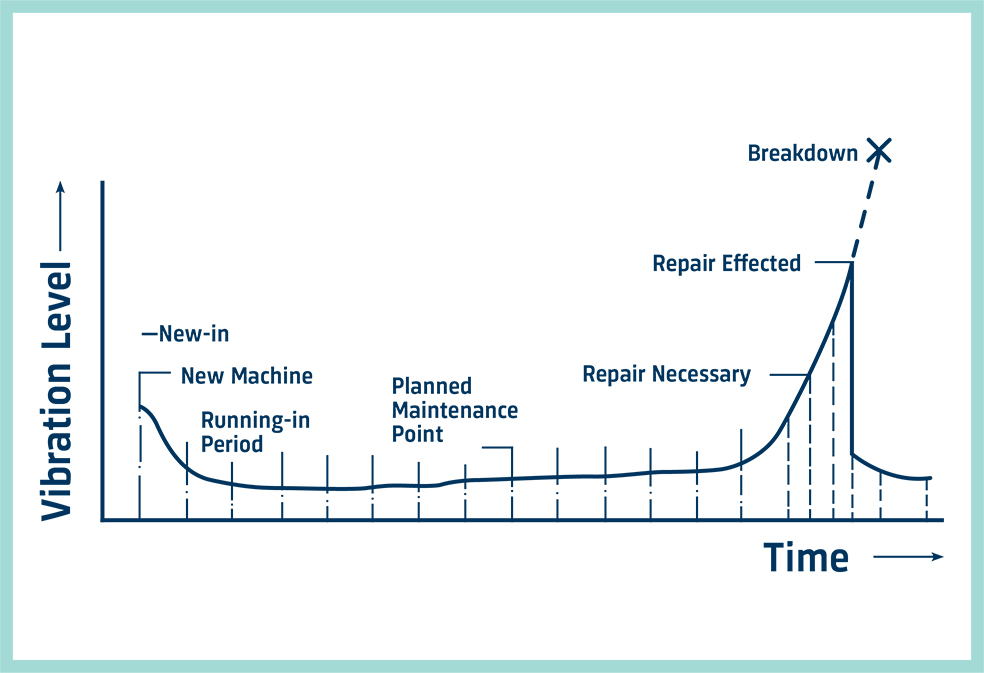
Raramente le macchine si guastano senza dare prima segni di avvertimento, spesso i segni di guasto imminente sono presenti ben prima che il guasto renda la macchina inutilizzabile. I problemi legati alle macchine sono quasi sempre caratterizzati da un aumento del livello di vibrazioni che può essere misurato su una superficie esterna della macchina, sfruttandolo come indicatore. La curva caratteristica “a vasca da bagno” illustrata è un andamento tipico del livello delle vibrazioni nel tempo, che dimostra questo effetto. Con una normale manutenzione preventiva, le riparazioni vengono eseguite a intervalli fissi sulla base dell’aspettativa di vita minima delle parti soggette a usura. Ritardando le riparazioni fino al punto in cui le vibrazioni indicano la necessità dell’intervento, ma prima che si guasti la macchina, si possono evitare un consumo inutile (che spesso genera altri guasti) e ritardi di produzione.
Questo mantenimento in buone condizioni del macchinario si è dimostrato un vantaggio economico apprezzabile, in grado di ridurre il tempo medio tra spegnimenti, evitando di trovarsi di fronte a sorprese o danni con guasti catastrofici al momento della manutenzione. Queste tecniche sono largamente diffuse, soprattutto nelle industrie con processo continuo.
Il livello vibratorio che può essere consentito prima di effettuare una riparazione è determinato dall’esperienza. Attualmente, l’opinione generale suggeriche che il “livello di azione” andrebbe trovato a due o tre volte (6 o 10 dB o superiori) il livello vibratorio considerato normale.
Abbiamo già visto che con l’analisi della frequenza dei segnali vibratori possiamo localizzare la sorgente di diversi componenti della frequenza. Lo spettro di frequenza di una macchina è una condizione di funzionamento normale, che può quindi essere usato come “firma” di riferimento per la rispettiva macchina. Le analisi successive possono essere confrontate con questo riferimento in modo che non sia indicata solo la necessità di agire, ma anche l’origine del guasto.
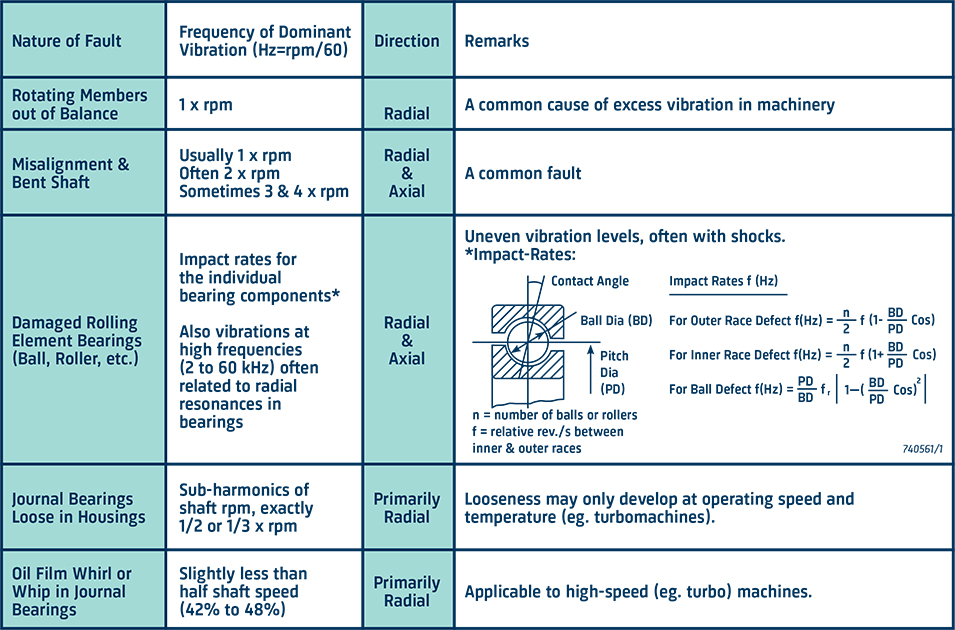
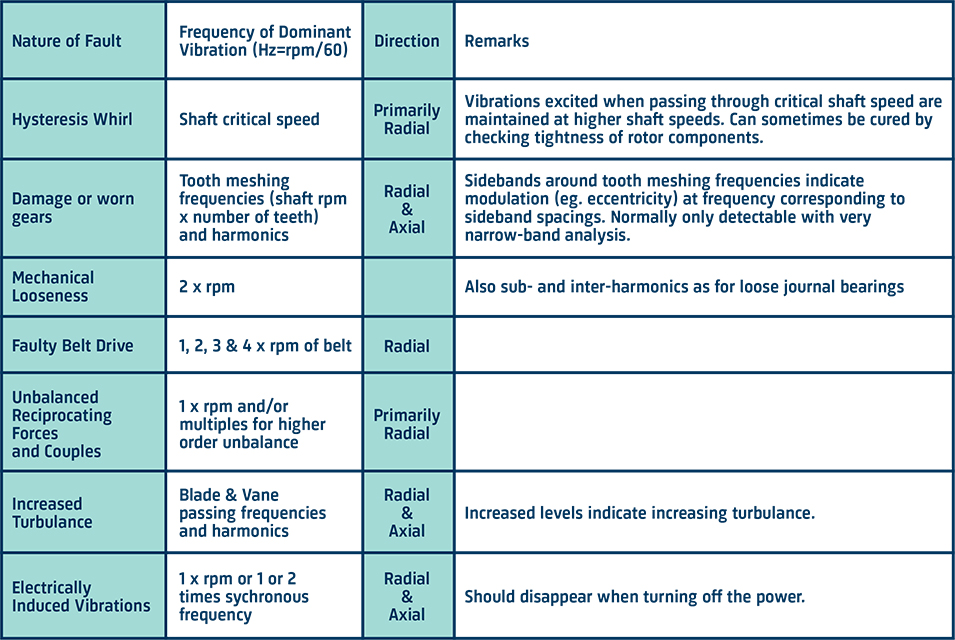
Il grafico diagnostico sulle prossime pagine aiuta a isolare la causa delle eccessive vibrazioni quando è possibile trovare le frequenze responsabili attraverso l’analisi della frequenza.
Scheda di risoluzione dei problemi sulle vibrazioni (A)
Scheda di risoluzione dei problemi sulle vibrazioni (B)
OTTIENI IL MANUALE COMPLETOMISURAZIONE DELLE VIBRAZIONI
di BRÜEL & KJÆR
SCARICA ORA
VAI ALLA PROSSIMA PAGINA