CONTENU
Le câblage direct sur l’entrée d’un instrument de mesure de la sortie d’un accéléromètre piézoélectrique, même par des charges d’impédance relativement élevées, peut réduire considérablement la sensibilité de l’accéléromètre et limiter sa réponse en fréquence. Pour minimiser ces effets, le signal de sortie de l’accéléromètre est relié à un préamplificateur qui le convertit en une impédance beaucoup plus faible, adaptée à la connexion à l’impédance d’entrée de l’instrumentation de mesure et de l’analyse (1).
Dans les accéléromètres CCLD, le préamplificateur est intégré, donc aucune unité externe n’est nécessaire, mais l’entrée de l’instrumentation de mesure doit avoir été prévue en conséquence et fournir le courant constant (4 mA en général) au préamplificateur. Aujourd’hui, la quasi-totalité des mesureurs et analyseurs sont équipés d’entrées compatibles avec les accéléromètres CCLD. En plus de la fonction de conversion d’impédance, la plupart des préamplificateurs offrent des fonctions supplémentaires pour conditionner le signal.
par exemple:
(2) Une fonction de gain variable étalonnée pour amplifier le signal à un niveau approprié à l’entrée de tout types d’instruments ;
(3) Un ajustement de gain secondaire pour « normaliser » les sensibilités non unitaires des transducteurs;
(4) Des intégrateurs pour convertir la sortie proportionnelle à l’accélération des accéléromètres en signaux de vitesse ou de déplacement ;
(5) Divers filtres pour limiter la réponse en fréquence supérieure et inférieure afin d’éviter les interférences du bruit électrique, ou les signaux en dehors de la partie linéaire de la gamme de fréquences de l’accéléromètre ;
ACCÉLÉROMÈTRES
(6) D’autres fonctions, telles que l’indicateur de surcharge, l’oscillateur de référence et l’indicateur d’état de la batterie, sont également souvent incluses;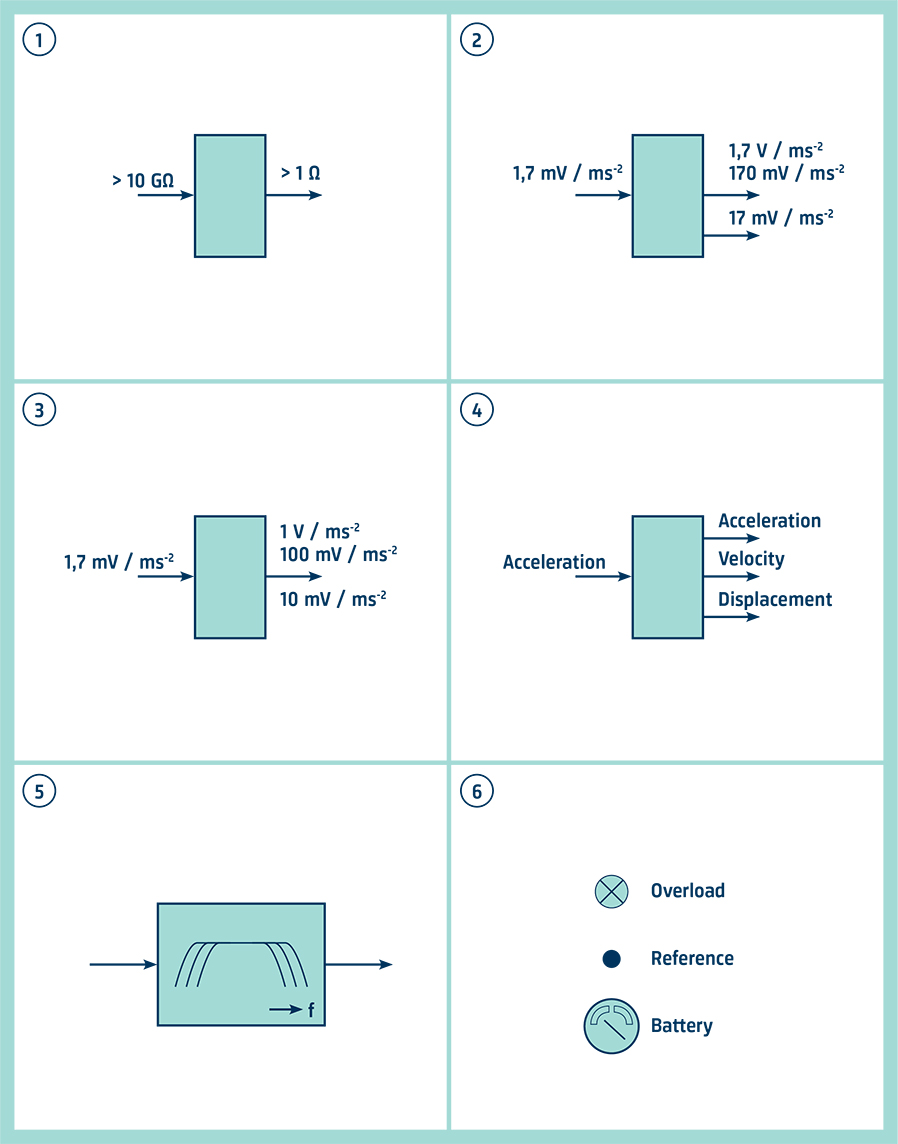
Instrumentation de mesure
Un mesureur ou un analyseur de vibrations portatif à usage général sera généralement l’instrument de mesure le plus pratique et le plus rentable à utiliser pour la surveillance de la machine et les tâches simples d’évaluation des vibrations.
Des instruments très simples existent ne donnant que des résultats normalisés tel que la valeur globale de 10 à 1000 Hz. Cependant, avec les techniques numériques modernes, le coût de l’ajout de fonctionnalités supplémentaires a diminué, de sorte qu’un analyseur avec un ou deux canaux et de nombreuses capacités d’analyse et de liaison au PC est devenu facilement accessible. Ils incluent également la possibilité d’ajouter de nouveaux logiciels.
Pour les tâches plus complexes, le summum de la commodité de fonctionnement et de la vitesse d’analyse est obtenu avec un analyseur en temps réel, où de nombreuses bandes de fréquences parallèles sont évaluées presque instantanément et affichées sur un écran continuellement mis à jour.
Les systèmes avec plus de 1000 voies sont utilisés pour les grandes structures.
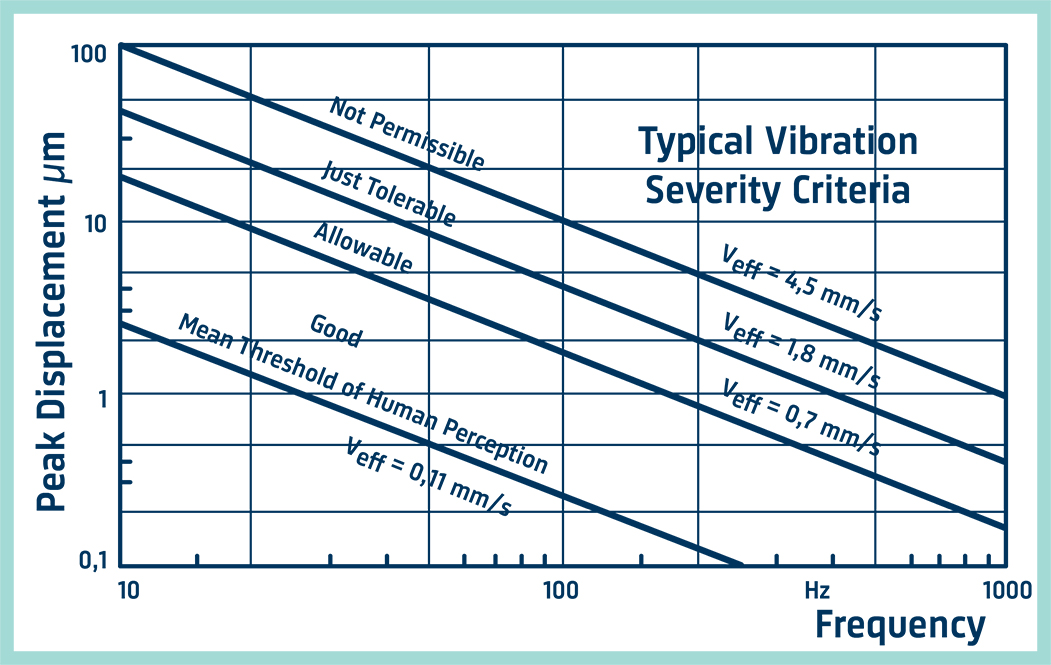
Les mesures de vibrations effectuées sur une large bande de fréquences offrent une vue d'ensemble rapide et utile, notamment pour évaluer l'état d'une machine en fonctionnement ou vérifier l'efficacité de mesures anti-vibratoires.
Le niveau réel mesuré sera jugé plus ou moins sévère par rapport aux niveaux précédemment ou ultérieurement mesurés ou avec les critères de sévérité normalisés. Un exemple de ce dernier est montré dans le dessin, extrait des normes et des recommandations pour juger de la sévérité des vibrations des machines tournantes. (ISO 20816-1)
À des fins de diagnostic, par exemple au cours du développement du produit, une analyse de fréquence est nécessaire. Certains éléments du spectre de réponse en fréquences des vibrations peuvent être directement liés aux efforts internes à la machine et donc en proportion à la vitesse de rotation, la fréquence du mouvement des engrenages, etc.
Nous trouverons presque toujours des composantes de fréquence importantes supplémentaires dans le spectre qui sont également liés aux mouvements fondamentaux. Le plus significatif est généralement la présence d’harmoniques (un multiple) de l’une des fréquences fondamentales. Les harmoniques surviennent souvent à cause de la distorsion des fréquences fondamentales ou parce que le mouvement périodique d’origine n’est pas purement sinusoïdal. S’ils coïncident avec les fréquences de résonance d’autres éléments de la machine, des niveaux de vibrations peuvent éventuellement être considérables, ce qui peut devenir une source de bruit majeure ou entraîner la transmission de forces élevées à d’autres pièces de la machine.
Avec les engrenages, la déformation des dents sous charge et leur usure donneront lieu à une composante de fréquence d’engrènement et à ses harmoniques.
En outre, les composantes de bande latérale sont souvent générées autour de la fréquence d’engrènement et des harmoniques, en raison de variations périodiques telles que l’excentricité. Les premières bandes latérales supérieures et inférieures apparaîtront à la fréquence d’engrènement (ft) plus et moins la fréquence de rotation des engrenages(fg),,les deuxièmes bandes latérales à ft± 2fg, et ainsi de, suite. Autour des harmoniques d’engrènement, un motif similaire peut être présent (c’est-à-dire 2ft ±fg, etc.)
Il est souvent impossible de modifier les fréquences forcées (vitesses d’arbre, rapports de démultiplication, etc.) de sorte que d’autres méthodes de réduction des niveaux de vibration indésirables sont utilisées. Par exemple, désaccorder l’élément de la machine en modifiant sa masse ou sa rigidité et par voie de conséquence sa fréquence de résonance ; en atténuant la transmission des vibrations avec des matériaux isolants, ou en ajoutant des matériaux amortissants pour réduire l’amplitude des vibrations.
Vibrations en tant qu’indicateur de l’état de la machine
Les machines tombe rarement en panne sans avertissement, les signes d’une défaillance imminente sont généralement présents bien avant que la panne ne rende la machine inutilisable. Les problèmes de la machine sont presque toujours caractérisés par une augmentation du niveau de vibration qui peut être mesurée sur une surface externe de la machine et agit ainsi comme un indicateur. La courbe en forme de baignoire donnée en illustration est un diagramme typique du niveau de vibration par rapport au temps qui démontre cet effet. Avec un entretien préventif normal, les réparations sont effectuées à intervalles fixes en fonction de l’espérance de vie minimale des pièces d’usure. Les retards de production sont évités en décalant la réparation jusqu’à ce que les niveaux de vibration en indiquent la nécessité, mais avant une panne et un démontage inutile (qui entraîne souvent d’autres pannes).
Cet entretien « conditionnel » des machines s’est avéré offrir un avantage économique appréciable en augmentant le temps moyen entre les arrêts tout en évitant les effets inattendus et dommageables d’une défaillance catastrophique pendant le fonctionnement. Ces techniques sont maintenant largement utilisées, en particulier dans les industries de transformation continue.
Le niveau de vibration qui peut être autorisé avant d’entreprendre une réparation est mieux déterminé par l’expérience. À l’heure actuelle, l’opinion générale suggère que le « niveau d’intervention » devrait être fixé à deux à trois fois du niveau de vibration considéré comme normal (soit 6 à 10 dB au-dessus).
Nous avons déjà vu qu’avec l’analyse de fréquence des signaux de vibration , nous pouvons localiser la source de nombreuses composantes de fréquence présentes dans le spectre. Le spectre de fréquences d’une machine dans des conditions normales de fonctionnement peut donc être utilisé comme une « signature » de référence pour cette machine. Les analyses ultérieures peuvent être comparées à cette référence afin que non seulement le besoin d’intervention soit signalé, mais aussi que la source du défaut soit diagnostiquée.
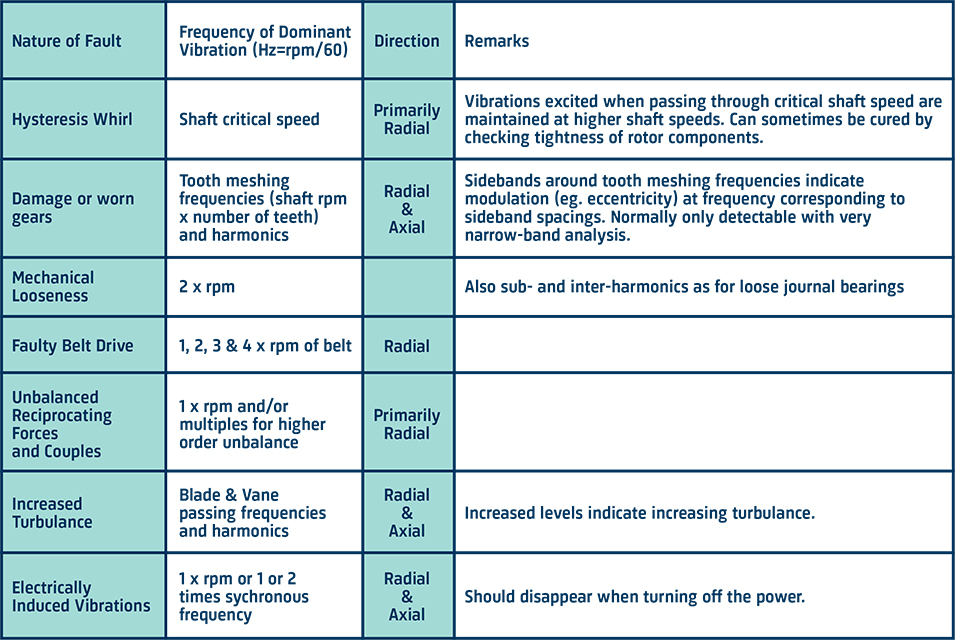
Le tableau de diagnostic sur les deux pages suivantes aidera à isoler la cause de l’excès de vibrations lorsque les fréquences incriminées peuvent être repérées par une analyse en fréquence judicieuse.
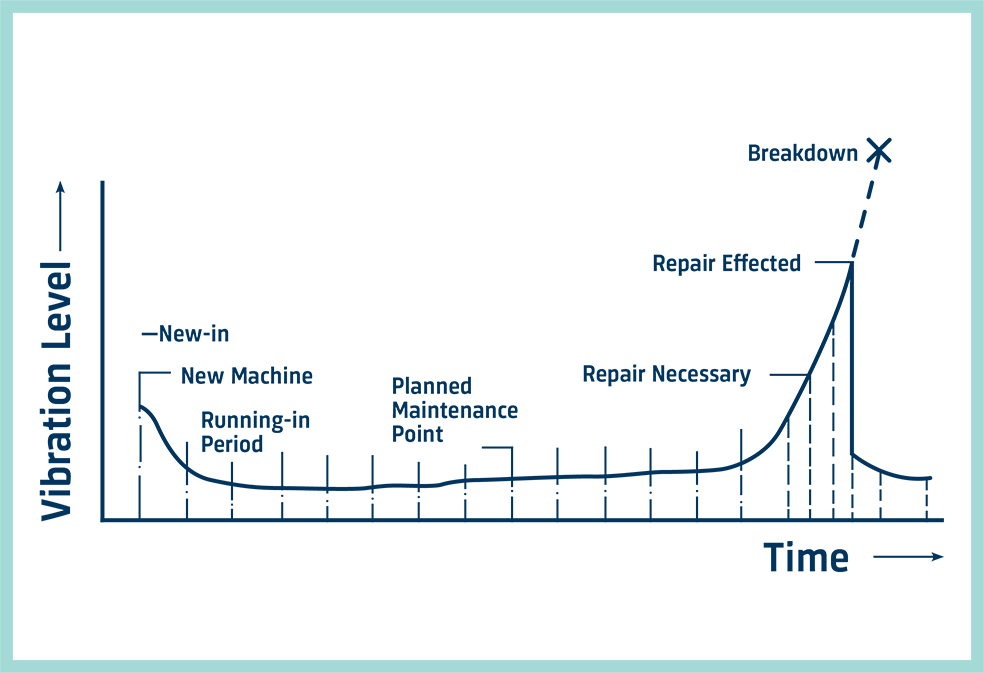
Tableau de diagnostic des défauts vibratoires (A)
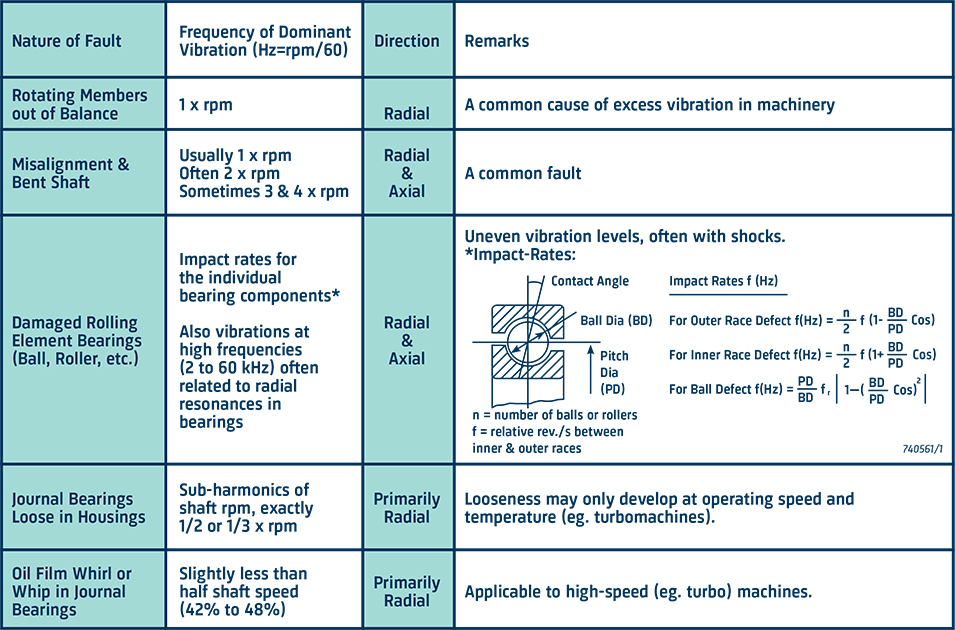
Tableau de diagnostic des défauts vibratoires (B)
OBTENEZ LE MANUEL COMPLETMESURE DE VIBRATIONS
PAR BRÜEL & KJÆR
TÉLÉCHARGEZ-LA DÈS MAINTENANT
ALLER À LA PAGE SUIVANTE