コンテンツ
圧電素子型加速度計の出力に直接負荷をかけると、インピーダンスが比較的高い負荷であっても、周波数応答が制限されることも含め、加速度計の感度を大きく低下させる可能性があります。これらの影響を最小限にするために、加速度計の出力信号を測定及び分析装置の比較的低い入力インピーダンスへの接続に適したより低いインピーダンスに変換するプリアンプを通して供給されます (1)。
CCLD加速度計にはプリアンプが内蔵されているため、外部ユニットは不要ですが、このユニットに電力を供給する機能を搭載した入力が必要です。今日、これは非常に一般的な機能です。インピーダンス変換の機能に加えて、ほとんどのプリアンプは信号を補整するための追加機能を提供します。
例えば:
(2) その他の機器への入力に適したレベルに信号を増幅するための較正済み可変ゲイン機能。
(3) 面倒なトランスデューサの感度を「正規化」するための2次ゲイン調整。
(4) 加速度計からの加速度比例出力を速度または変位信号に変換する積分器。
(5) 電気ノイズ、または加速度計の周波数範囲の線形部分外の信号からの干渉を回避するために、上限及び下限の周波数応答を制限するためのさまざまなフィルター。
加速度計
(6) その他の機能、過負荷指標、基準発振器、及び電池状態インジケーターなどがよく搭載されている場合もあります。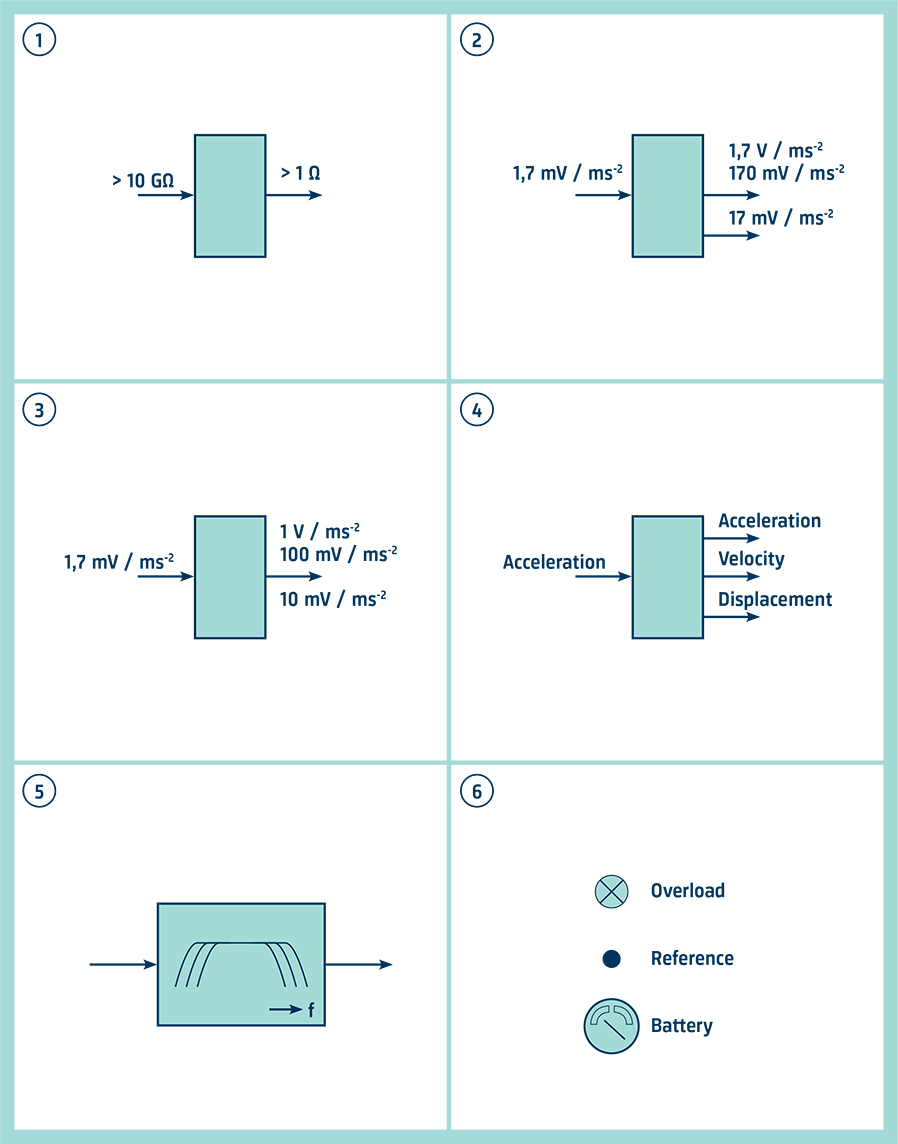
計装の測定
携帯型の、汎用振動計またはアナライザーは、通常、機械の監視及び簡単な振動評価タスク向けに使用するために最も便利で費用効果の高い測定器です。
10〜1,000Hzを合計した数値だけを提供する非常にシンプルな機器も存在します。しかしながら、現代的ンデジタル技術により、他の機能を追加するコストが削減されているため、当然な選択は、1個または2個のチャネル及び多数の分析機能及びPCへのリンクを総部したアナライザーでしょう。更に、新規ソフトウェアを追加する機能も含まれています。
より複雑なタスクに関して、運用及び分析速度で究極の選択は、多数の多くの並列化した周波数帯域がほぼ瞬時に評価でき、継続的に更新される内容が表示することができるリアルタイムアナライザーを所有することです。
1,000個を超えるチャネルを装備したシステムは、大規模な構造体向けに使用されます。
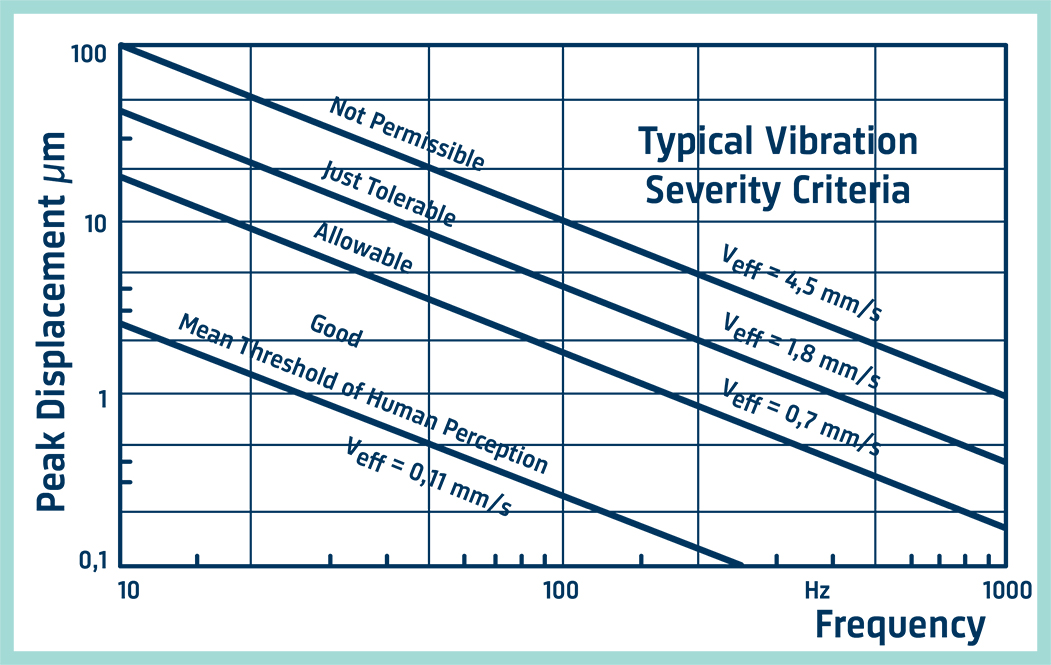
単一の、広周波数対振動測定は、例えば、機械の全般的状態または防振対策の有効性を評価する際に使用できる便利な即時確認可能な振動の指標です。
測定された実際のレベルは、以前もしくは後続で測定されるレベルと比較するか、または公開済みの重大度基準と比較するかによって、多かれ少なかれ重大であると判断されます。図に掲載される後者の例は、回転機械についての振動重大度の判定用に基準及び推奨事項から抜粋されたものです。(ISO 20816-1)
診断目的で、例えば、製品開発の過程で、周波数分析が必要な場合などです。振動周波数内の周波数成分(スペクトル)の一部は、特定の強制機能、例えば、シャフト回転速度、ギア嵌合周波数などに直接関連している可能性があります。
ほとんどの場合、更に基本的動作にも関連する、スペクトル内に追加された重要な周波数成分が見つかることになります。最も重要なのものは、通常、基本周波数の1つである高調波(倍数)成分です。高調波は、基本周波数の歪み、または元の周期運動が純粋に正弦波状でないことが原因で発生する場合がよくあります。それらが他の機械要素の共振周波数と共振する場合、おそらくかなりの振動レベルが誘起される可能性があり、それが主要なノイズ源となる可能性、またはその他の機械部品に過大な応力をもたらす可能性があります。
ギアホイール装備の場合、荷重下でのギア形状のたわみ及び歯の摩耗により、歯の嵌合周波数成分及び高調波が増加することになります。
更に、離心率などの周期的振動が原因による、歯の嵌合周波数及びその高調波帯域に、側波帯成分(スペクトル)が生成されることがよくあります。第1の上側波帯及び下側波帯は、歯の嵌合周波数(ft)± ギア回転周波数(fg)で表示され、第2側波帯は ft ± 2fgftと表示され、以降これに従います。歯のメッシュ高調波周辺で、同様のパターンが存在する可能性があります(即ち、2ft ±fgの関係など)。
これは強制的な周波数制動(シャフト速度、ギア比など)を変更することがしばしば現実的でないため、望ましくない振動レベルを低減するその他の方法が使用されます。例えば、その質量もしくは剛性を変更することにより、機械要素を離調(共振周波数を変化させる)することであり、これは絶縁材により振動の伝達を減衰させるか、または制振材を追加して振動の振幅を抑制させるかすることによります。
機械状態の指標としての振動
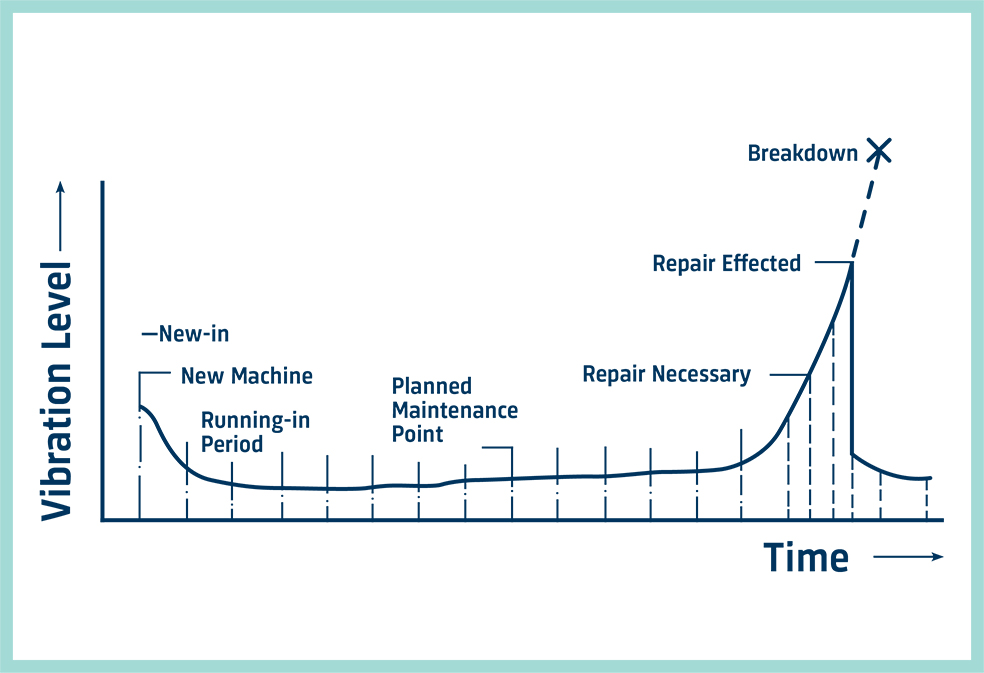
機械が予兆なしに故障することはまれであり、機会を使用不能にする故障は発生するずっと前に、さし迫った故障の兆候が通常存在しています。機械のトラブルは、そのほとんどが常に、対象機械の一部外面上で測定可能な振動レベルの増加により特性付けられ、これを1つの指標として利用することができます。記載される浴槽曲線は、この効果を明示する時間軸で表示される典型的な振動レベルのプロットです。通常の予防保守では、摩耗部品の最短寿命に基づき一定の間隔で修理が実施されます。振動レベルが必要性を提示するまで修理を待つことができるため、故障前の不要な分解措置(これがしばしば更に故障を促進する可能性もあり)及び生産活動の遅延を回避できるようになります。
機械についてのこの「オンコンディション」(状態確認)メンテナンスは、サービス期間内の壊滅的な障害の予期せぬ及び損害の効果を依然として回避しながら、シャットダウン間の平均時間を延長することにより、経済的に有意義なメリットをもたらすことが証明されています。これらの技術は現在、特に連続プロセス産業で広範に使用されています。
修理を請け負う前に許容可能なある振動レベルは、経験からの判断が最適です。現在、一般的な助言は、その「アクションレベル」は、通常と見なされる振動レベルの2〜3倍(6〜10 dB上)に設定するべきであると言われています。
振動についての周波数分析 により、存在する多数の周波数成分の発生源を特定できることをは既に説明しました。通常の動作状態にある機械の周波数スペクトルは、それゆえにその機械の参照の「署名」(特徴)として使用できます。その後の分析をこの参照と比較して、アクションに向けた必要性だけでなく、更に故障の原因も診断できることになります。
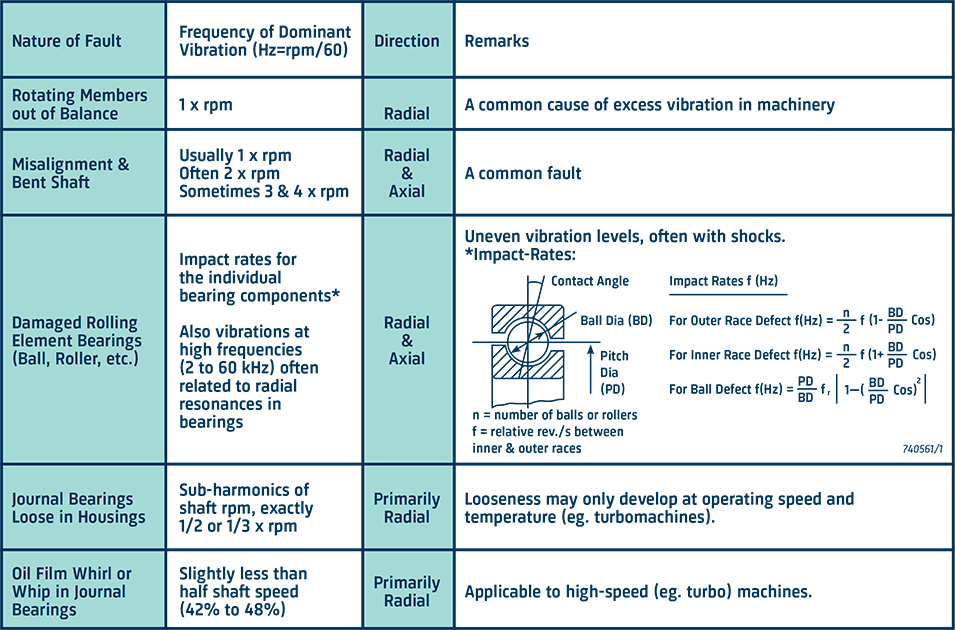
以下の2ページに掲載された診断チャートは、周波数分析を通して原因である周波数成分を発見できる場合に、過剰振動の原因を特定するのに役立ちます。
振動トラブルシューティングチャート (A)
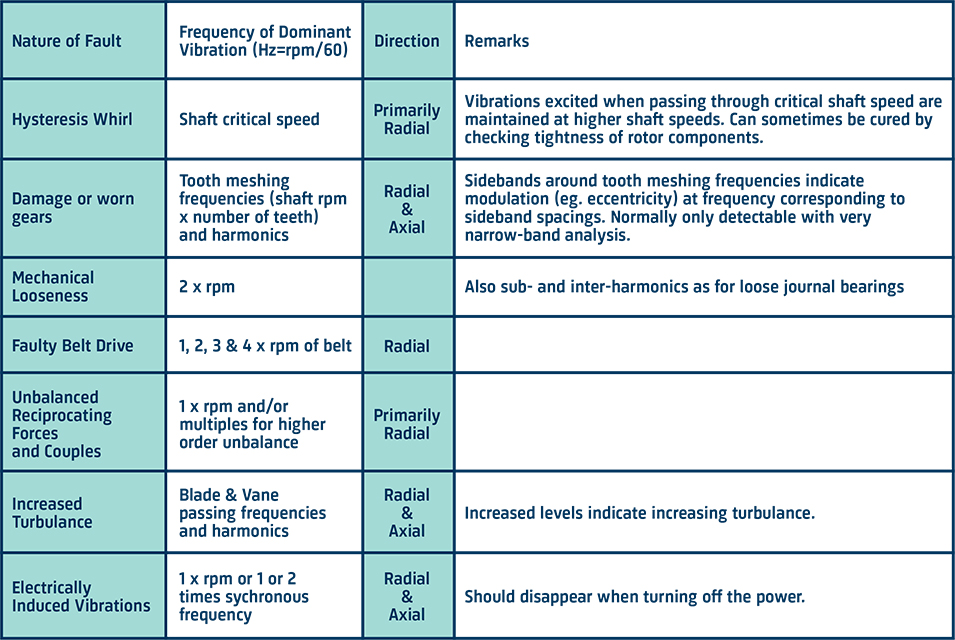
振動トラブルシューティングチャート (B)
ハンドブック全文を入手しましょうBRÜEL & KJÆR(ブリュエル&ケア)による
振動測定
すぐにダウンロード
次のページに移動